
導電性材料を使って電流を流す場合, 電気抵抗を最小限に抑えるように努めることがよくありますが, 光や熱などの抵抗やその効果も役立つ場合があります. 誘導加熱は, 電流を流すことで電気的な挙動を意図的に起こし, 抵抗効果によって物質を加熱するものです. その効果は, 1500 ℃ を超える鉄を溶かすことから, IH クッキングヒーターでお茶を淹れることまで, あらゆることに利用できるのです.
誘導は非接触で電流を発生させる
前述したように, 導電性の物質に電流を流すと, 電気抵抗により熱が発生します. トースターやドライヤー, ルームヒーターなど, 身近な機器にこの効果が利用されています. このような場合, ジュール熱または抵抗加熱と呼ばれる現象が発生します. これは, 導電体と電流源が直接物理的に接触することで発生します.
これに対して誘導加熱は, 電流源と直接物理的に接触することなく, 電気的に発熱させるものです. 誘導加熱では, 誘導コイルに導電体 (ワーク)を近づけ, 交流 (AC) を流します. この交流は, 誘導コイルの周囲に時間的に変化する磁場を発生させます. この磁場が渦電流を発生させ, ワークの内部を発熱させるのです.
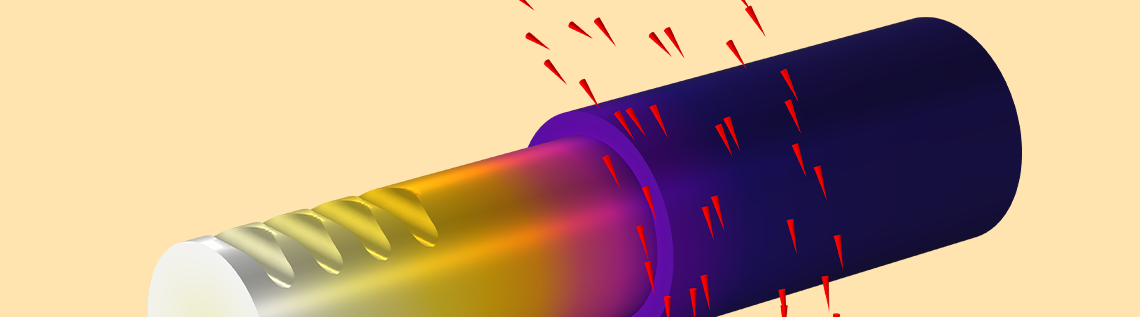
正弦波的に変化する電流を流す銅のコイルを巻いて, アルミニウム導体に誘起される電流密度のシミュレーション. (この種のシステムのシミュレーション方法については, こちらを見てください.)
誘導加熱を有効に活用するためには, いくつかの条件を満たす必要があります. ワークが高い電気伝導性を持つ材料で作られていること. ワークの導電性や磁気特性と相性の良い周波数で電流を流すこと. 材料と周波数の選定を慎重に行うことで, 鉄系ワークを常温から700 ℃ 以上まで数秒で誘導加熱することができます. これは, 鉄を含む材料は透磁率が高いため, 渦電流や表皮効果が強くなり, ワークの表面で交流がより強く流れるためです. 鉄系金属の誘導加熱は, 交流電流の流れによって鉄の結晶が周期的に磁化されることでさらに強化されます. また, 交流磁界の急激な変化によりヒステリシス損失が発生し, さらに多くの熱を発生させます.
誘導加熱のメリットとは?
誘導加熱は, 導電性物質を非接触で効率よく加熱できるため, 多くの有用なプロセスで重要な役割を担っています. 例えば, IH クッキングヒーターを考えてみましょう. クッキングヒーターの下にある IH コイルに交流が流れ, 鉄鍋に交流の磁界が発生します. 鍋の抵抗効果でお湯が沸くほどの熱が発生しますが, クッキングヒーターと鍋底は室温よりわずかに温かい程度です. このため, 一般的なコンロよりも安全で効率的な調理が可能です.

IH クッキングヒーターは, 鍋を加熱してお湯を沸かしますが, 鍋の下に敷いた新聞紙に引火するほど表面は熱くありません. 画像は Wikimedia Commons より CC BY-SA 3.0 のライセンスで提供されています.
誘導加熱のメリットは, 工業的な規模で適用すれば, 相応に大きくなります. 誘導加熱は, 他の加熱, 溶解方式に比べ, 消費エネルギーが少なく, 公害も発生しません. また, 誘導加熱はクリーンなため, 半導体などの電子機器の製造にも不可欠なプロセスです.
お茶を淹れるのと金属を溶かすのと, 両極端ですが, 誘導加熱は他の目的にも利用できます. はんだ付けや溶接, ろう付けなど, 身近な金属加工も誘導加熱で行うことができます. 誘導電流の熱は, 鉄の金属を慎重に制御して硬化させることもできます. 以下に説明するチュートリアルモデルで実証されています…
鉄鋼の誘導効果モデル
金属加工は, 青銅器時代や鉄器時代の歴史に見られるように, 文明の代表的な技術です. 私たちの工業化時代は, 19世紀の鉄の生産と加工における大きな進歩によって事実上始まりました. 従来, 鍛冶屋は熱した鉄を金床で一個ずつ叩いていましたが, 石炭を燃料とする製鉄所では, かつてないほど大量の鉄を精錬し, 焼き固めることができるようになったのです. 20世紀の電気金属加工の進歩には, 誘導焼入れの開発が含まれており, そのシミュレーション例を以下に示します.
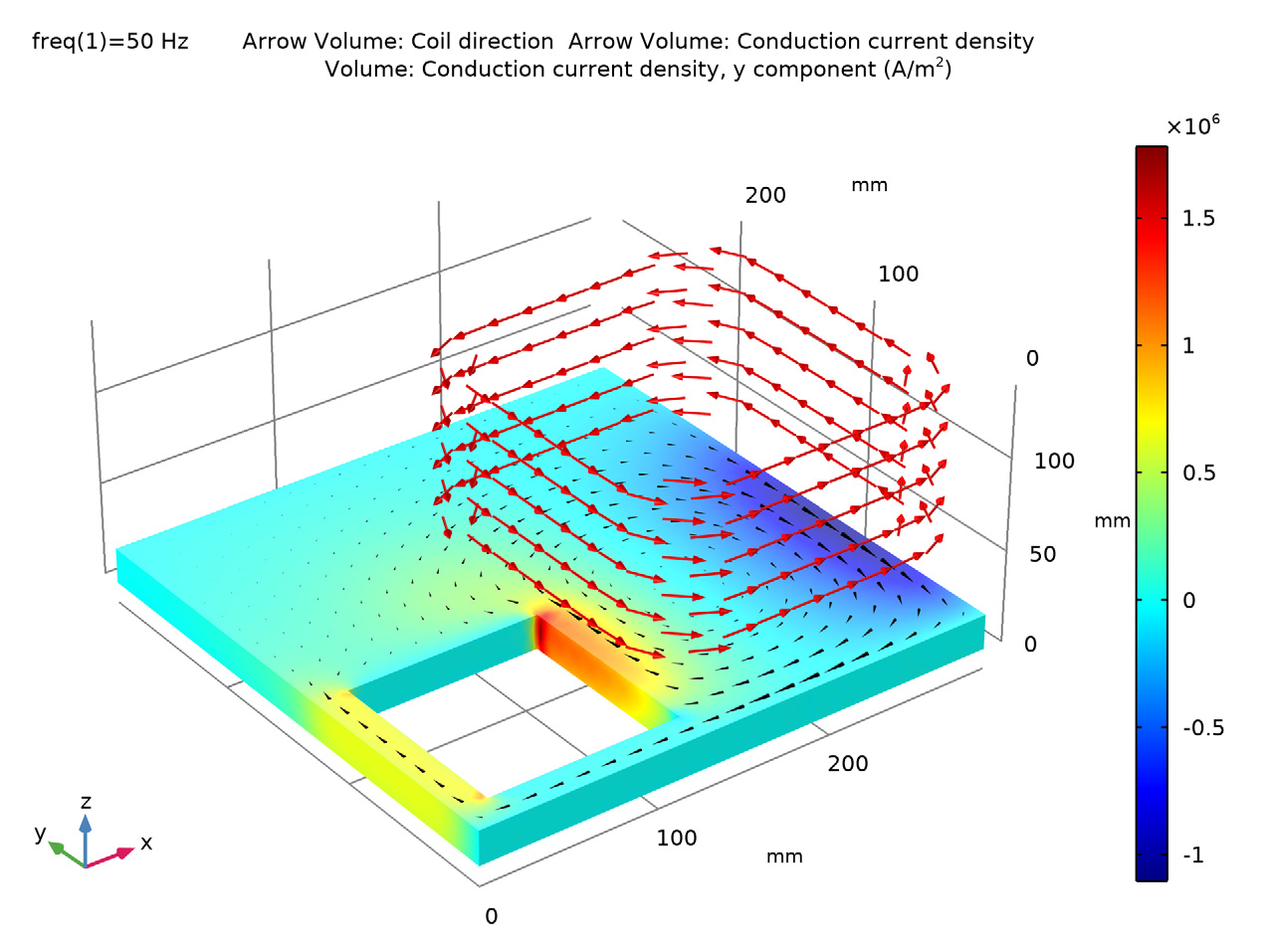
鉄系金属部品を誘導コイルの中を移動させ, 誘導焼入れを行う工程. コイル内の電流の流れは赤で表示されます.
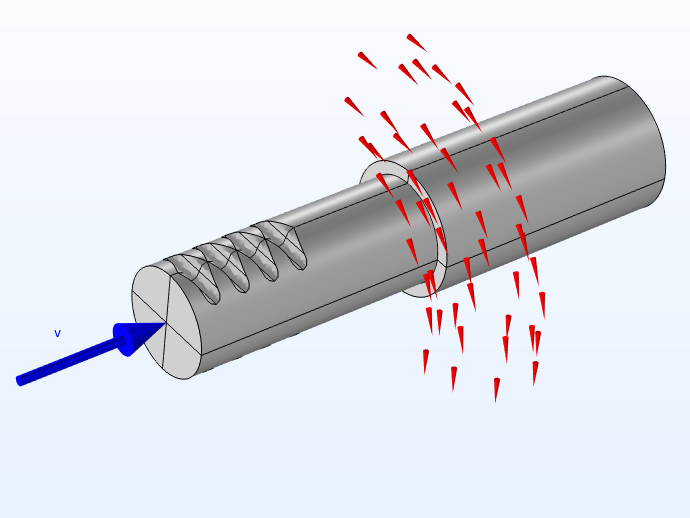
鉄系部品を誘導コイルの中を移動させ, 磁界を発生させて部品を発熱させる工程をモデル化した例. このプロセスは, ドライブシャフトや取り付けピンなど, 強い機械的応力にさらされる類似した形状の部品を硬化させるためによく使用されます. このモデルでは, AC/DC モジュールの機能を利用して, ワークピースにおける電磁気と熱伝導の連成挙動, およびその結果として生じる可能性のある物理的変化を考慮します.
AC/DC モジュールでは, ユーザーが選択した構成関係オプションにより, 磁気挙動の解析が可能です. 有効 B-H 曲線オプションは, 磁気飽和 (外場によって材料の磁化が増加しない点) とワークピースの材料のキュリー点の両方を考慮するため, この解析に適しています. キュリー点 (発見者ピエール キュリーから命名) を超えて加熱すると, 材料は低温で発揮する磁気特性を失います. 飽和効果とキュリー効果により, 印加電流と被加工物の変化との関係が変化します.
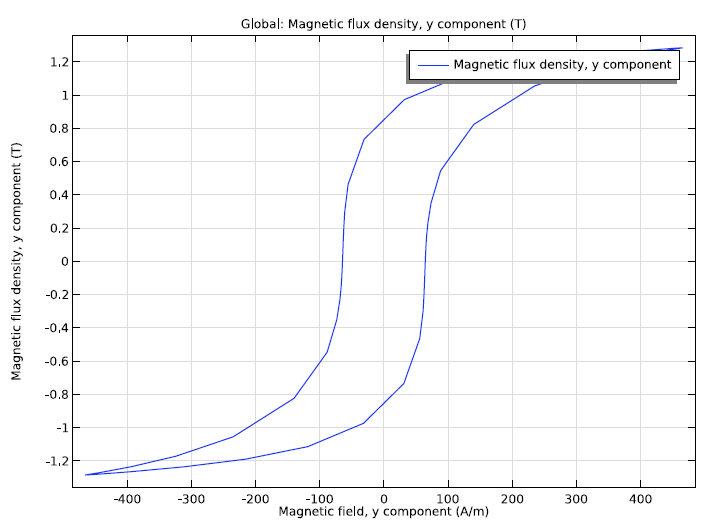
B-H カーブの関係を示すグラフで, 1つの AC サイクル中の磁界の関数として磁束密度をプロットすることにより, ヒステリシス挙動を示します. このグラフは, 電磁気学のチュートリアルモデルによるもので, TEAM (Testing Electromagnetic Analysis Method) 問題32を再現するために使用することができます. TEAM 問題32は, 異方性磁気ヒステリシスのシミュレーションのための数値手法を評価するものです.
この誘導硬化プロセスは, 誘導コイルを介したワークピースの移動に依存しているため, シミュレーションでは変位も考慮する必要があります. これには, ベクトルとスカラーの混合ポテンシャルを使用した回転機械, 磁気インターフェースによる移動メッシュを使用します. また, ワークピースの表面と芯の間で誘導磁気の挙動が異なる表皮効果もメッシュで考慮する必要があります.
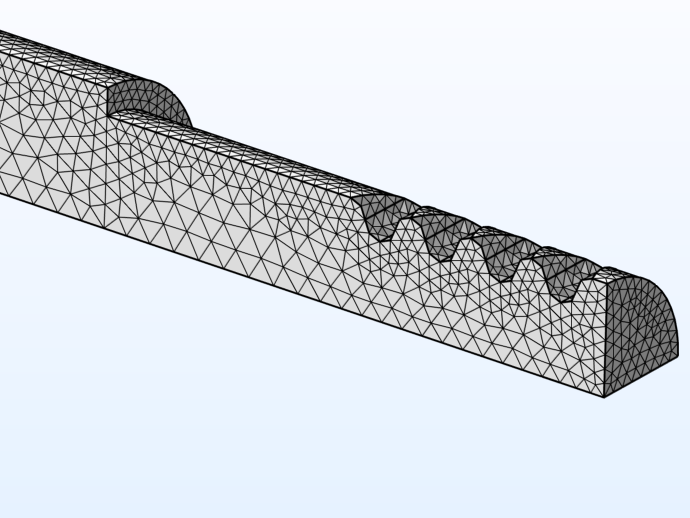
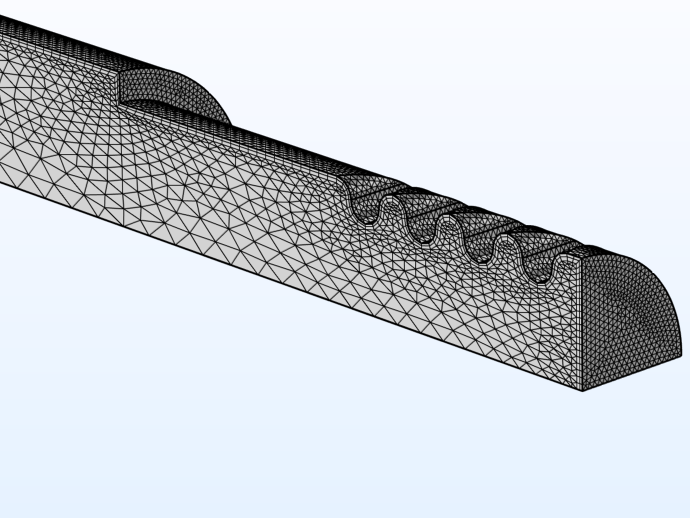
誘導焼入れのチュートリアルモデルにおける2つの使用例に対するメッシュ: 交流周波数が1 kHz (左) と25 kHz (右) の場合.
2つのユースケースのシミュレーション結果
電気的に誘導された熱で金属を硬化させることは有用な効果ですが, 良いことが多すぎる可能性があります. 金属を硬化させるのと同じ熱は, 金属をより脆くすることにもなります. 完成した部品のあらゆる部位で硬さと延性の適切なバランスを得るには, 高周波焼入れプロセスの主要なパラメーターを調整することができます. 以下の結果は, 3つのパラメーターを変化させた場合の影響を解析した2つの使用例を比較するために使用することができます.
- 交流周波数
- 外部電流レベル
- コイルを通過するワークの速度
")
")
異なる2つの交流周波数に対するワーク内部の最高到達温度の比較. 1 kHz (左), 25 kHz (右).
誘導加熱コイルを通過するメカニカルジョイントの変位と温度変化 (f = 25 kHz, v = 10 mm/s 時).
この結果からわかるように, コイルの交流周波数を変えると, ピーク温度が変わるだけでなく, ワーク全体の誘導熱の分布も変化することがわかります. このようにして得られた温度場マップは, 冶金的効果のさらなる解析に役立てることができます. 例えば, 金属加工モジュールを使用すると, シミュレーションされた温度データを使用して冶金の相転移を予測することができます.
自分で試す
アプリケーションギャラリからチュートリアルモデルをダウンロードして, 金属部品における電磁誘導加熱効果のシミュレーションを試してください:

コメント (0)