- COMSOL News 2025
- COMSOL News Special Edition: Food Industry
- COMSOL News 2023
- COMSOL News 2022
- COMSOL News 2021
シミュレーションアプリによる添加製造における予測
工業技術研究院のエンジニアは, 積層造形プロセスであるレーザー粉末ベッド溶融の性能を予測するために使用できるシミュレーションアプリを作成しました. このアプリを使用することにより, Taiwan InnovativeSpace でハイブリッドロケットエンジン用の 3D プリントインジェクターの積層造形プロセス中に時間とお金を節約することができました.Brianne Christopher 著
2020 10月
台湾の工業技術研究院 (ITRI) は, 3D 印刷のオリジナルデザイン製造 (ODM), 再設計およびシミュレーションサービスを台湾イノベーティブスペース (TiSPACE) に提供しています. ITRI では, TiSPACE ハイブリッドロケットエンジンで使用される燃料噴射装置コンポーネントの 3D 印刷プロセスは, 楽観的な感じで始まります. レーザーによって最初の粉末層がビルドプレート上で溶融, 融合し, リコーターが最初の層の上に次の粉末層を広げ, レーザーによって溶融と融合が行われます. ビルドは問題なく層ごとに続行されます. 突然, リコーターが詰まります. レーザーからの熱により, 材料に温度勾配が生じ, 層が変形し, 最終的にはリコーターが詰まりました. そしてプロセス全体が終了します.
エンジニアは再試行します. 今回はビルドは完了しましたが, 最終的にはインジェクターが変形して使用できなくなります. グループは3回目の試行を行います. そして4回目.
エンジニアは, ビルドを成功させるためにプロセス全体のパラメーターを最適化する必要があることを認識していますが, 試行錯誤のアプローチは時間, 労力, コストの浪費につながります.
直感的で費用効果の高い積層造形プロセス
レーザー粉末ベッド溶融 (LPBF) は, レーザーが粉末を溶融して溶融する積層造形 (AM) の一種です. LPBF は, いくつか例を挙げると, 選択的レーザー溶融 (SLM), 選択的レーザー焼結 (SLS), 直接金属レーザー焼結 (DMLS) などのプロセスを表す包括的な用語でもあります. LPBF の間, 通常約 30~50 μmの材料の薄層がビルドプラットフォーム上に広がります. レーザーがモデルの最初の層を融合し, 次にローラーまたはリコーターが粉末の次の層を最初の層全体に広げます. 完全な部品またはコンポーネントが構築されるまで, 粉末のより多くの層が広げられ, 融合されます. (プロセスのバリエーションでは, レーザーの代わりに電子ビームが使用され, ビルドは真空中で行われます.)
LPBF を使用すると, レーザーの解像度が高いこともあり, メーカーは複雑な形状を作成できます. このタイプの AM のもう1つの利点は, あるビルドの未使用の粉末をマシンに組み込んで他の何かを作るために使用できることです. これにより, AM は材料を無駄にする他のタイプの製造プロセスよりも費用効果が高くなります. これらの利点により, LPBF は, 航空宇宙, 自動車, 医療業界など, さまざまな種類の製造で使用されています. また, 歯科用途やジュエリー作りでも一般的です.
ただし, LPBF には独自の課題があります. 1つは, このプロセスには高度に局所化されたレーザー加熱が含まれるため, 材料に大きな温度勾配が生じます. この勾配は, 成形品の印刷時に層に残留熱応力と変形を引き起こす可能性があります. この残留変形が過剰になると, 機械のリコーターコンポーネントが詰まり, 製造プロセス全体が止まる可能性があります. 機械が詰まってビルドが終了した場合は, プロセスを再開する必要が あり, 費用と時間が無駄になります. もう1つのリスクは, 完成した部品も変形する可能性があり, エンドユーザーの許容限界を超える場合があります.
LPBF を使用したロケットエンジンコンポーネントの製造
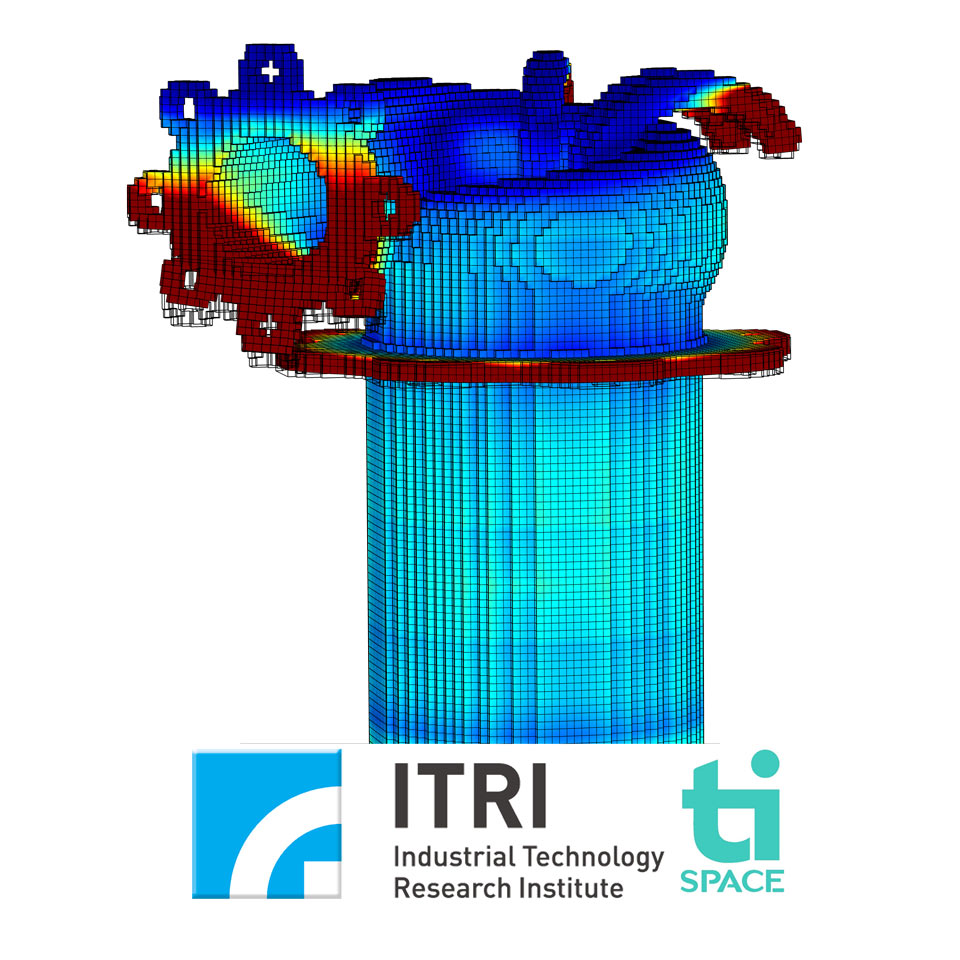
ITRI はコストと時間の制約と適切に作成された完成品とのバランスを取るために, LPBF プロセスを解析しています. エンジニアの Wai-Kwuen Choong 氏と Tsung-WenTsai 氏, マネージャーの Steven Lin 氏を含む ITRI のレーザーおよび積層造形技術センター (LAMC) の AM システムイノベーション部門の研究者は, TiSPACE ハイブリッドロケットエンジン (図 1) のための 3D プリント (3DP) インジェクターコンポーネントの製造のための LPBF プロセスを最適化します. 3DP インジェクターは, エンジンのハイブリッド推進剤の混合効率を高め, 流体力学に最適化された設計を利用するように TiSPACE によって設計されています. ITRI は, 積層造形 (DFAM) 技術の設計を使用して, 設計をさらに改善しました. Wai-Kwuen Choong 氏が言うように, “この部分の複雑な内部流れ流路と統合されたコンポーネント機能が LPBF テクノロジーの優れたデモンストレーションになります.”

インジェクターを製造する際には LPBF に関連する設計上の課題を考慮することが重要です. このサイズの一部,一般に約 110 mm x 110 mm x 170 mm では, 熱応力の蓄積が避けられず, インジェクターの軸方向である z 方向に大きな変形を引き起こす可能性があります. この変形により, リコーターが詰まり, システムが停止する可能性があります. 変形を回避するために LPBF プロセスを最適化することにより, ITRI と TiSPACE は, ビルドの終了に起因する無駄な時間とコストを削減できます.
機械モデリングによる将来の結果の予測
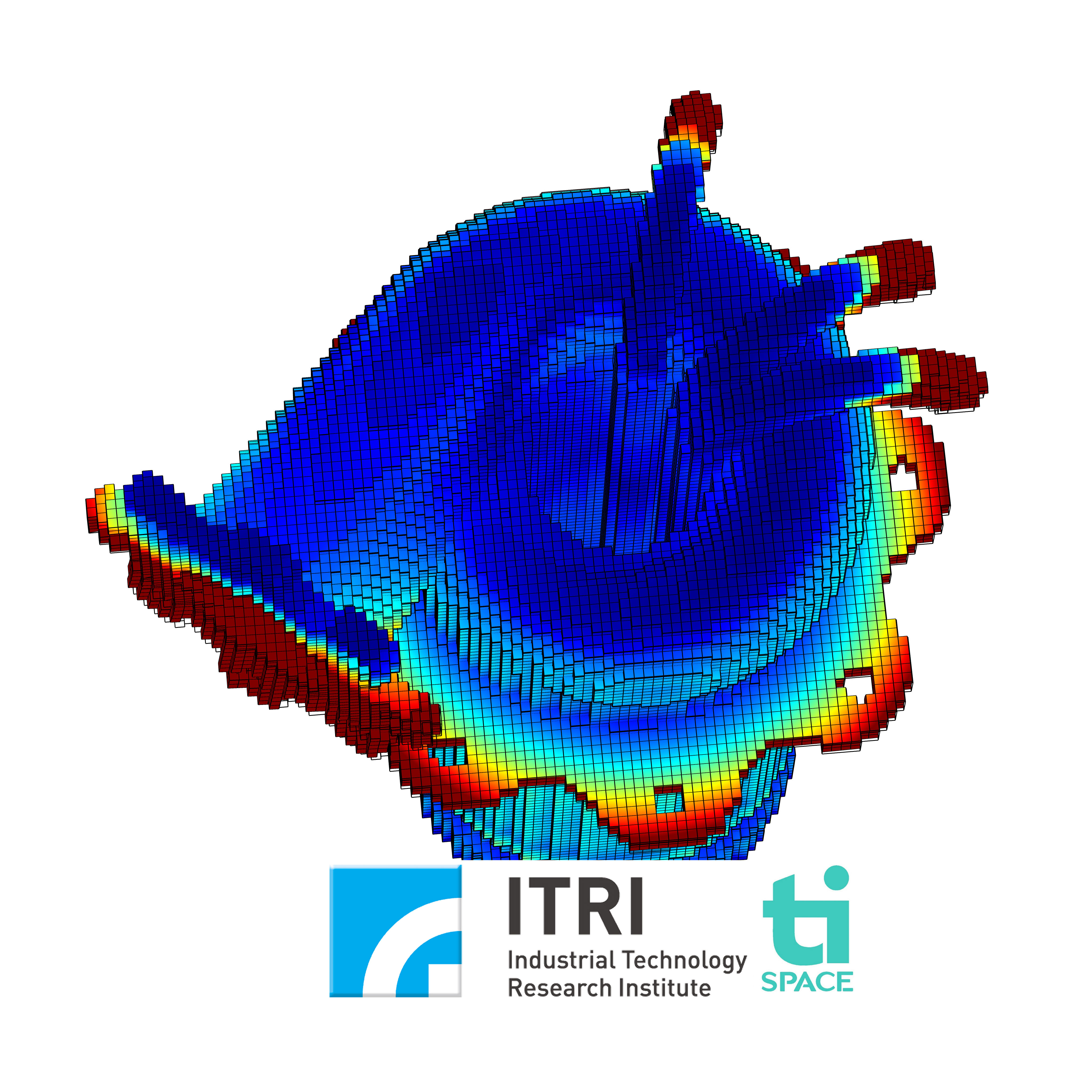
通常, LPBF プロセスの結果は, 単純化された経験則と試行錯誤の方法を使用して予測されます. 一例として, 45° ルールがあります. これは積層造形の分野で一般的に受け入れられているシンプルなルールで, 45° を超えるオーバーハングの角度をデザインに含めないようにする必要があります. そうでないと 3D プリントには適しません. これは印刷する層が下の層に比べて突出しすぎて, 新しい層が下からの十分な構造的支持を持たないためです. このルールは, 3DP インジェクターの複雑な設計を考慮していないため, 試行錯誤しなくてはならず, そのため製造プロジェクトの時間とコストがかかります. 代わりに, ITRI はシミュレーションを使用して製造された部品の残留応力と変形を予測します (図 2). そのために, 彼らは COMSOL Multiphysics® ソフトウェアを利用します.
温度勾配がインジェクターの設計でどのように応力と変形を引き起こすかを予測するために, チームは予備シミュレーションで固有のひずみ法を実装しました. この方法は, 溶接問題の残留応力と変形を迅速に予測するために最初に確立されましたが, 金属積層造形の問題を解決するためによく使用されています.
チームは, 構造力学モジュールの固体力学インターフェースを使用して, 熱機械分析を実行しました. そうすることで, 彼らは製造された部品の残留応力と変形を推定することができました. 添加製造に特化した COMSOL® ソフトウェアのアクティベーション機能は, LPBF に関連する層ごとの繰り返しの追加と融合のモデリングに最適でした. また, 最適化モジュールを使用して, ビルド中にコンポーネントのパーツの向きとサポート構造を最適化しました.
製造ワークフローへの ITRIAMSim アプリの紹介
ITRI チームは, シミュレーションを使用して LPBF プロセス中の応力と変形の結果を正常に予測しましたが, それでも問題がありました. LPBF プロセスを展開するAMシステム製造エンジニアは, 通常, シミュレーションに精通していません. そうするためにシミュレーションスペシャリストを雇うことは, プロジェクトの時間とコストを増やすだけです. 何をすべきか?
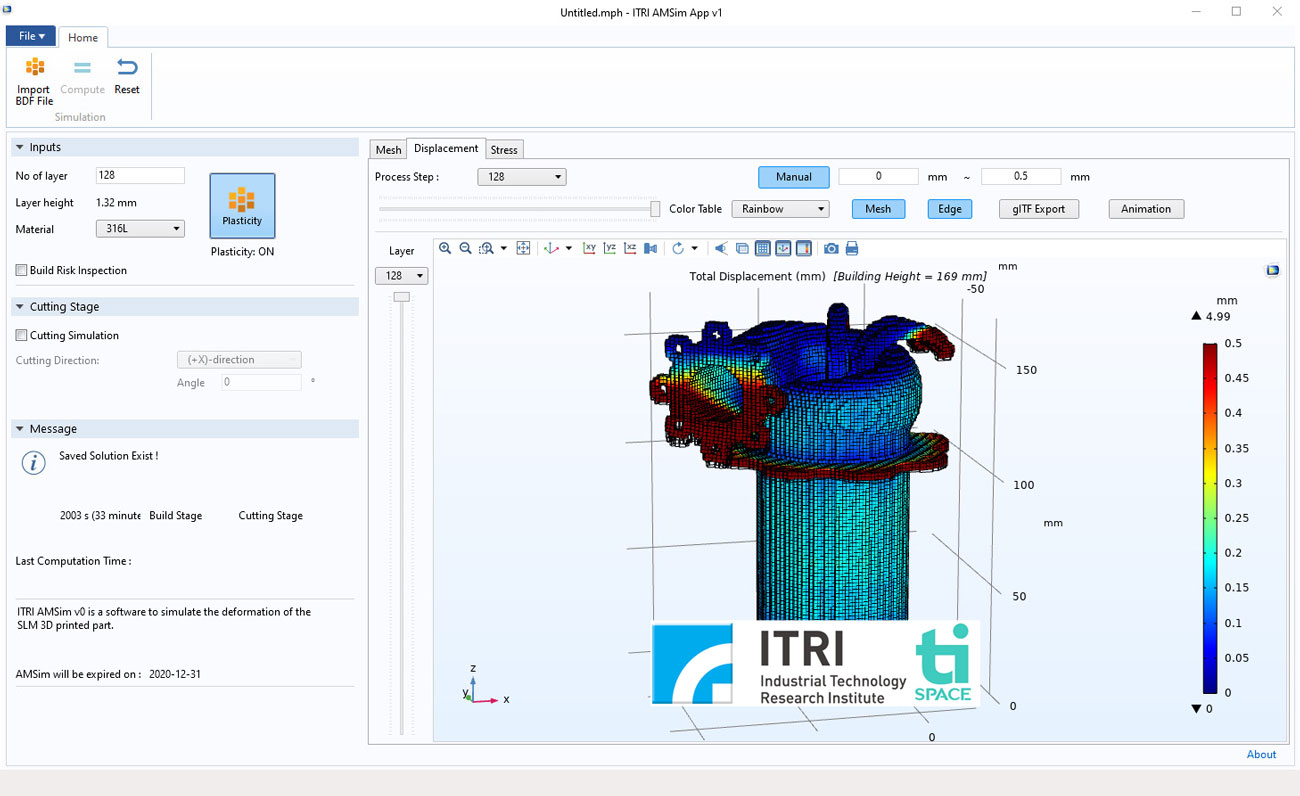
チームは, 直感的なユーザーインターフェースと, LPBF モデルからの特殊な入力と出力を備えたシミュレーションアプリ (図 3) を作成し, ITRIAMSim アプリと名付けました. アプリは, 組み込みのアプリケーションビルダーを使用して, COMSOL Multiphysics® の既存のモデルから構築できます. シミュレーションアプリを使用すると, プロセスエンジニアは, 最適化された製造プロセスのビルド特性を予測および評価できます. これには, STL ファイル, 弾性または弾塑性モデル (非線形構造材料モジュールで利用可能) の入力, および切断プロセスシミュレーション, またはベースプレートの取り外しを有効または無効にする選択が含まれます. また, チタン合金である Ti6Al-4V, CoCrMo 合金である MP1, ステンレス鋼のタイプである PH1 および 316L, アルミニウム合金の AlSi10Mg を含む5つの異なる粉末材料の選択肢も含まれています. アプリの出力は, プロセスエンジニアがベッドで必要とする結果です. たとえば, 構築段階中および切断後の変位や残留応力の分布などです.
アプリの入力は実験的なキャリブレーションに基づいており, ITRI チームはさまざまなスキャン戦略を介して実行し, 正しい固有のひずみベクトルを抽出しました. このベクトル, またはこのベクトルの成分は, 粉末材料と, レーザー出力, ビームサイズ, スキャン速度, ハッチサイズなどのレーザーパラメーターに応じて変化します.
アプリは, COMSOL Compiler™ を使用してスタンドアロンの実行可能ファイルにコンパイルされました. コンパイルされたアプリケーションはプロセスエンジニアに配布され, COMSOL Multiphysics® または COMSOL Server™ ライセンスなしで実行できます. 実際, ITRI チームは独自の裁量でアプリのライセンスを取得し, 3か月の試用期間で対象のユーザーにアプリを提供しました.
ITRI と TiSPACE を組み合わせたプロジェクトでシミュレーションアプリを使用するメリットについて尋ねられたとき, Choong 氏は時間とお金を節約するメリットを繰り返し, "コストの問題がすべて" だと付け加えました.
アプリで時間とコストを節約
TiSPACE では, AMSim アプリを作成して展開する前に, 試行錯誤の方法で 3DP インジェクターのビルドを4回行いましたが, 全て中断となりました. 毎回, リコーターが詰まったり, パーツ自体が壊れたりしてプロセスが失敗しました. AMSim アプリを導入した後, プロセスのテストに費やされた合計時間は 75 % 減少しました. シミュレーションアプリにより, チームはコンポーネントのリスクの高い領域を予測し, 設計にサポートを追加して, ビルドを成功させることができました. 物理的な AM プロセスを実行してパーツのビルドをテストするには, 約1週間かかりますが, アプリのシミュレーションには1時間もかかりません.
これらの試験の人件費, 機械費, 材料費をシミュレーションアプリの実行コストで計算すると, コストがさらに削減され, 今回は 83.3 % 削減されました.
そして最後に, シミュレーションを実際の製造プロセスと比較した場合, 3DP インジェクターの AM プロセスの結果を取得するのにかかる時間は,なんと 99 % も短縮されます.
アプリ拡張の将来計画
ITRI チームは, すでに3回のプロセスを回すことができた AMSim アプリを, 材料キャリブレーションの新機能, およびリコーター干渉の検出, サポート構造のシミュレーションなどの機能で改善することを計画しています. 彼らは, より高度でユーザーフレンドリーな機能をアプリに追加することで, アプリが以前よりもさらに時間と費用効果が高くなり, 学習曲線が短縮されることで, AM 業界のエントリーレベルユーザーの投資収益率がさらに高まることを望んでいます.
ITRI AMSimアプリを使用すると, 3D 印刷プロセスの正確なプレビューと, 失敗のない制作が現実的に可能になってきます.
ダウンロード
- CN20_ITRI.pdf - 0.69MB